
ExHの技術
(動くモノへ、電力を伝える)
1.はじめに
存在していないから思わないが、あれば当たり前になり、無くてはならないと思われるものがある。すなわち、身近に置ける有軌道搬送システム(以下、「リニア搬送システム」と言う。)である。
NゲージやHOゲージのおもちゃの電車があるが、これを実用に耐えうる数百W~数kW級の電力送電して搭載ロボット等に仕事をさせようとしても、危なくて使用できないことが判る。線路がむき出しで触ると感電するからである。
後述するが、他の形態のものも含めて身近に置けるリニア搬送システムが存在していないのである。このようなものが有れば、荷物の運搬、監視、介護等いろいろな場面で利用可能になり、工場の生産設備にも利用可能になる。さらに、この様な線路が屋外でも利用可能になれば、町の緑の管理、スマートアグリ、インフラセンシング、ビル外壁点検・清掃等にも使用可能になる。
さらに、無軌道型の自動的に掃除等を行うロボット、監視や運搬等を行うドローンと組み合わせても利用可能である。これらのロボットをリニア搬送システム上の移動ステーションから、充電、制御、資材供給等が行えれば、その利用範囲は飛躍的に拡大する。
今回の報告は、まだ見ぬ身近に置けるリニア搬送システムの可能性について議論したい。
特に、少子高齢化社会において、その必要性が極めて高くなることを最後に説明してゆきたい。
2.非接触給電技術について
(1) 純粋に電磁気的に送電する方法には何があるのか
送電方法には、超音波を用いる方法もあるが、純粋に電磁気的に送電する方法となると、図1に示すような四方式しかない。
第一番目の方法は、接触方法があり、コンセントプラグで使用されている。
第二番目の方法は、磁界結合方法があり、トランスなどに使用されている。
第四番目の方法は、電磁波で送る方法があり、一部分の技術は電子レンジで使用されている。光による電力伝送は、この中に含めることができる。
第三番目の方法として、電界結合方式がある。この方法で、商品化の試みがなされているが、現時点では、普及している商品は存在していない。
これらの技術について、個別に検討してゆく。

(2)接触方式は何が問題なのか
旧来より使用され、安価な技術として接触方式である。しかし、非接触給電が求められるのは、問題があるからである。問題点として次のものが有る。
金属同士の接触面に圧力が加わることが必要である。
接触圧力が低いと「接触不良」が起き、発熱、発火の原因になる。
詳細は、第3章第一節で述べる。
金属同士が圧力をかけた状態で移動させると、摩擦により電極が損耗してしまう。このため、定期的な接触部の交換が必要になるとともに、切削粉が発生する。
異物が混入したり、金属表面が参加等して絶縁層が出来たりすると、接触不良になる。電極を長期間使用しない場合や電極に錆が発生した場合には、接触不良になる。
接触電極には、リン青銅等の電気的特性、ばね性、耐腐食性等を併せ持つものが使用されていて、可能な限りの対処が施されているが、これ以上の発展は望めない。
(3)磁界方式は何が問題なのか
図2には、4つの伝送方式を周波数と伝送電力の関係で示している。接触式は、全周波数領域に関係するので、左端に記している。
磁界方式は、現時点で最も信頼でき、多用されている非接触給電技術と思われる。
しかしながら、周波数の上昇につれて、コア材の透磁率が追随できなくなってくる。
さらに、コイル自体が、表皮効果(近接効果)によりコイル線中に流れる電流の面積が低減してきて(抵抗が増大する)、大電力送電ではコイルが発熱してしまう。リッツ線を用いても、100kHz以上は効果が期待できない。
コア材としてのフェライトや導線である導線は高価かつ重い点も問題である。
伝送電力は、周波数の二乗に比例するため、周波数を増大させて伝送電力を増大させる方策は取れなくなる。電流を増大させる方法では、コア材の飽和磁束密度の壁がある。
この二つの問題は、極めて根源的な現象であるため、将来的な改善が期待できない。しいて、改善が期待されるのは、導線がCNT(カーボナノチューブ)で作られるようになる可能性があることである。

(4)電界方式の利点
磁界方式では、磁界を媒体としてエネルギーを伝達するコイルが問題を抱えている。これに対して、電界結合は、二枚の金属を対向させて電界でエネルギーを伝達するだけであるため、磁界式に比べると極めてわずかな発熱しかない。しいて言うならば、金属板間の誘電体の誘電損失が考えられるが、空気ならば問題ない。
周波数を高くするほど、インピーダンスは低下するため、電力伝送は容易になる。
後述する線路では、電力を同軸線路等の空間を媒体とする伝送線路を用いるため、表皮効果等の問題を受けにくい。
よく言われるのは、大電力化すると絶縁破壊するため、これが電界結合方式の送電電力の限界であると言われる。すなわち、電極間に電圧がかかってくるとグロー放電が起き、さらにはアーク放電が起きて電極が溶融してしまからである。
しかし、電極表面に絶縁層(例えばDLC膜:ダイヤモンドライクカーボン膜)をコーティングしておくと、アーク放電は発生せず、バリア放電になる。バリア放電は、放電が発生しても絶縁層がチャージアップされると放電が停止されてアーク放電には至らず、異なる場所で同じ放電が繰り返される現象である。さらに、高周波であれば、これが周期ごとにリセットされ反対側電極との間で交互に繰り返されるため、連続的に発生させることができる。
電極間に放電が繰り返されるとプラズマが発生するが、このプラズマの密度によっては、導電性が付与されて空間が導体として機能し、極めて効率的な電界結合が実現できる可能性もある。
しかし、電界結合は、電源内ではトランス等の磁気を用いた素子を用いているため、コイルの抱えている問題を引き継ぐことになる。異なるのは、磁界結合では大きなコイルを必要とするが、電源内では小さいコイルであるとともに、分散化することも可能である。でも、磁界方式よりも高い周波数で使用するとなると、この問題は制約要素であると言っても良い。
高周波スイッチング素子についても言及しなければならない。電界結合は、100kHz以上の周波数帯で使用すると言っているが、Si FETしかないときには、効率的な高周波源を作るのが困難であった。しかし、SiCやGaNというワイドバンドギャップ半導体を用いた素子が登場したおかげで、数MHz帯域でも、極めて効率の良いスイッチングが可能になってきた。特に、E級増幅のインバータを用いれば、95%以上の変換効率が実現できる。
(5)電界結合がなぜ使われていないのか
電界結合の利点を述べたが、現状では電界結合を用いた製品が無く、磁界結合に比べて開発も低調である。その理由を次に述べたい。
a. 低い周波数では磁界方式に対してメリットがない。
図2に示すように、100kHz以下の領域では電界結合より、磁界結合のほうが圧倒的に優れているため、電界結合はかなわなかった。
b. 高周波スイッチングが難しかった。
高い周波数でパワースイッチング可能な素子としてIGBTがあり、IH調理器などに使用されていたが、MHz帯では効率が出なかったようである。このような時に、SiC、GaNのワイドバンドギャップ半導体が登場した。まさに、次世代パワー半導体の登場により電界結合技術が実現可能になってきた。
c. 回路方式の問題点
電界結合の実用化が困難だった原因の一つに回路の問題がある。回路としては、図3に直列共振回路、図4に並列共振回路を示す。各回路は、下側に送電部、上側に受電部を置いてあり接合容量CCで接続されている。
直列共振回路には、二つの接合容量の直列合成値と、目的とする周波数で共振するインダクタンスを直列に接続したものである。接合容量も共振回路の一部を構成する。
これに対して、並列共振回路は、送電部と受電部に目的の周波数で共振する共振回路をそれぞれ設け、電源及び負荷とは共振回路のインダクタンスとトランス結合させている。このため、接合容量は共振回路の構成要素ではない。
図5は、10cm角の電極を対向させて接合容量を形成したときに、コンデンサの電極間隔を変化させたときの2MHzにおける送電効率を示している。電極間隔は、1μm~10mmまで変化させている。
キャパシタンスのみの時には、電極間隔を10μm程度離すと伝送効率が低下してきて、電極間隔が300μm程度の時には、20%程度の効率しかなくなる。
これに対して、並列共振回路の場合には、電極間隔が100μm程度離したところから減少し、2mm程度離したところで20%程度の効率になる。このように、並列共振回路を用いることで、電極間隔を広げることが可能になる。すなわち、接合容量が小さくても電力送電が維持できることを意味している。
これに対し、直列共振回路は、任意の大きさの接合容量に対して共振関係が取れるインダクタンスを使用すれば、共振ピークが立って送電可能となる。
電界結合の利用価値は、送電側の電極と受電側の電極を相互に動かすことで、リニア的に移動したり、回転させたり、コネクタとして使用したりできる。このため、接合容量を構成する電極間隔は変化することが多い。さらに、水分やごみ等が詰まって接合容量が変化することを前提に考えなければいけない。
図5を見ると、直列共振では特定の間隔で共振関係を構築しても、電極間隔がずれてしまうと急減に伝送効率が低下してしまう。これに対して、並列共振回路は電極間隔の変化(接合容量の変化)に対してロバスト性がある。さらに、電極同士が接触して導通したり、水が混入して接合容量が急増(水の誘電率は、空気の誘電率の80倍)しても、並列共振回路の場合には電力を送電可能である。
直列共振の場合には、この様な変化に対して対応できない。過去に、直列共振回路を用いた電界結合の実験も行われたが、実用化されなかったのは回路の問題があると思われる。



d. 接合容量の問題
図5から見てわかることは、電極間隔を離せないということである。「磁界結合方式では、コイル間隔を1m程度離しても送電しているではないか。電界結合では電極間距離を5mm、10mmも離せないのか。」という落胆に近い疑問がわく。電界結合でも、電極面積を大きくしたり、電極間の誘電率を上げたり、電圧や周波数を上げれば、距離を延ばすことは可能である。
しかしながら、距離を離すことは放射電磁界を空間に放つことであり、電力を増大させれば、人体防護関係の指針、高周波利用の基準等に抵触し、大電力送電が出来なくなることを意味している。磁界結合は、まさにこの問題に直面している。
であれば、接触による摩耗等の問題を回避するために微小間隔の非接触化を追求し、電磁界放射を低減して、大電力送電も可能な方向に進む方向性もあると思われる。これが、電界結合技術における一つの開発方向であり、本稿はこれに従っている。
でも、接合容量が確保できる程度の微小間隔を維持することのできる電極構造を実現するのも大変なことである。これも、電界結合の実用化を困難にしている原因の一つである。この問題に対しては、三種類の方式の電極を提案して臨む予定である。
さらに、磁界結合方式は一つのコイルを用意すればよいが、電界結合方式では二つの電極を用意し、極性も違えて対向させなければならい点が難しいとも指摘されている。
e. 社会的風潮としての非接触給電
非接触給電に対して、社会全般に極めて強いニーズであると思われる。特に、離隔送電に魅力があると思われる。この点で、電界結合技術は近接領域の非接触給電であるため、魅力度が乏しく、検討されてこなかったと思われる。しかし、離隔送電は電磁波放射が付きまとって大電力送電電力が制限されているが、近接送電は電磁波放射が少ないため、大電力送電を可能にする。
3.電界結合技術の適用範囲
電界結合が磁界結合や電磁波による電力伝送と異なるもう一つの点がある。それは、電界結合は、接触方式の延長であるという点である。加える電流が直流(まはた商用周波数)から、高周波に代わっただけである。
図6には、電極における各種接触状態を示したものである。
(a)図は、接触方式を示したものであり、金属同士に圧力を加え、接触抵抗を下げて使用しいる。
(b)図は、この接触圧力を下げた場合であり、「接触不良」と言われる状態である。接点抵抗が高くなり、大電力送電時には、接点が加熱してしまう。2018年6月に新幹線の架線が焼き切れるという事故が起きたが、鉄道総研の調査では接触不良部で接点が高熱を帯び、接点が柔らかくなって細くなり、パンタグラフとの間にできたわずかな隙間で放電が起きたためであるとのことである。すなわち、接触方式では接触圧力が極めて大きな意味を持つ。このことは、接触圧を伴って高速移動するため、摩耗が避けられずメンテナンスが欠かせないことを示す。

接触不良状態でも、接点近傍は極めて近接したキャパシタであるため、電界結合であれば、導電電流と変位電流が共存でき、接点としては問題ない。
(c)図は、電極表面に絶縁層をコーティングしたものを離隔して対向させる場合であり、移動体等に用いることができる。電極間には、媒質が存在する。通常は空気であるが、水やオイルを用いても良い。高い誘電率で、誘電損失の小さいものを使用する必要がある。
媒質として、プラズマを用いる場合も考えられる。絶縁層が少なくとも一方にあれば、バリア放電で止まり、アーク放電に移行することはなく電極の損耗を防げる。
以上より、電界結合は接点不良状態、媒質を挟んだ状態、プラズマを介在させた状態までを対象範囲としている。
4.電界結合非接触給電の応用としての軌道式搬送システム
(1)既存の軌道搬送システムと電界結合方式の比較
ここからは、搬送システムに絞って話を進める。表1に、接触式を除いた、磁界および電界結合の非接触電力伝送技術を用いた搬送線路を分類して示した。

表1では、開放型の線路、準密閉型線路、完全密閉型の線路に分類できる。
さらに、開放型線路の中には、平行二線式線路、共鳴方式線路に分類している。
(2)平行二線方式
磁界結合を用いた平行二線方式の例を図7に示す。二本の電線には、逆方向の電流を流し、電流が作る磁界をE型のフェライト中に集束し、ピックアップコイルに導いている。
この時の、受電電圧は(1)式に従っている。
e=-n (d∅)/dt - - - - - - (1)
.png)
eは出力電圧、nはピックアップコイルの巻き数であり、Φはコイル鎖交磁束である。
図7では導線には単線を用いているが、一般的にはリッツ線が用いられる場合がある。どちらにせよ、周波数が高くなると電流は表皮効果(または近接効果)により、導線断面の一部にしか流れなくなり送電量に制限がある。
後述するように、平行二線方式は周辺に磁界および電界を形成して、周囲に影響を及ぼすため、各種規制値の制約を受ける。これを逃れる方法として、電波法が適用されない低周波数を用いる。
式からわかるように、周波数が低ければ、微分係数が小さくなって出力電圧が小さくなる。これを補うため、ピックアップコイルの巻き線数nを大きくし、Φを大きくする。Φを大きくするためには、フェライトヨークの断面積を大きくするが、搬送体重量が増大してしまう。重くなれば、加速度が小さくなり、限定された加減速区間での速度も低くなる。
周波数を高くしたくても、強磁性体の透磁率が低下し、コイル導線の近接効果も大きくなるため限界がある。
平行二線方式で、周波数を高くした場合には電界結合方式を用いることができる。ただし、図5に示すように、電界結合方式では、導線表面に形成される絶縁層が薄くなるため、感電等の心配をしなければならなくなる。
(3)磁気共鳴方式
共鳴方式を用いた搬送線路の場合を図8に示す。送電コイルと受電コイル間の共鳴現象を利用し、離隔して送電が可能な線路である。このため、ガイドレール上に並べられた送電コイルを、搬送体の移動に合わせて逐次切り替えてゆけばよい。
しかしながら、この場合も周辺に電磁界を分布させるため、各種規制を受けるとともに、周辺の金属にも渦電流を発生させ、送電効率の低下を招く。
ガイドレール自体にも、金属が利用できない。樹脂材を用いる限りでは、機械的強度が低く搬送重量の増大には耐えられない。セラミックやCNF(セルロースナノファイバー)等の機械的強度のある絶縁材料を用いる必要がある。

(4)スリット付き同軸線路方式
準密閉伝送線路として、スリット付き同軸線路を示す。これは、同軸線路の外部導体にスリットを設け、任意の位置で受電できるようにしたものである。形状は、完全な同心円形状ではないが、外導体が内導体を囲む同軸型構造をしている。図9では、スリット部に防塵とシールドを兼ねたカバーが付けられていて、搬送体移動時にカバーが開けられて電極が移動できる。
本線路を用いた場合にも電界結合方式と磁界結合方式が考えられる。電界方式では、効率よく電力が取り出せることが実験的に確認できている。
外部導体は、アースに接続することが可能なため、極めて安全である。さらに、複数の線路を平行して設置することも可能である。周辺に強い電磁界を作らないため、金属部位に取り付けることも可能である。
電磁波放射が小さいということは、送電電力を増大させることが可能になる。

(5)スイッチ付き同軸線路方式
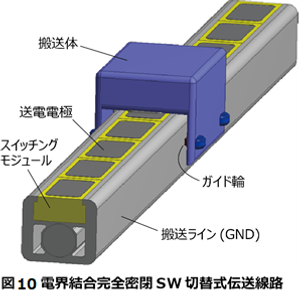
同軸線路を用いたもう一つの送電形態として、図10に示すスイッチ付き同軸線路方式があり、線路からの放射は基本的にはないと思われる。この方式について説明する。
同軸線路の外部導体は搬送ラインのボディそのものでありアースされている。その中に、空洞があって、その内部に内部導体がある。内部導体から外部導体に開けられた穴を通して、スイッチングモジュール内に端子が顔を出している。端子にはスイッチング素子(パワーFET)が付けられている。
各スイッチングモジュールには、同軸線路とは別にDC線が来ており、スイッチングや後述するセンサー、通信ユニット等の駆動に必要な電力が供給されている。
スイッチング素子がONされると、内部導体と送電電極が接続される。
搬送体には、外部電極に対向する受電電極と搬送ラインの側面に対向する二つの受電電極があり、これらの電極から受電される。搬送体には、共振回路があり、送電周波数の電力のみが取り出せる。並列共振回路であるため、電極間距離がやや離せる構造になっている。
通常は、スイッチング素子はOFFとなっており、外部電極には電力が来ていないため、触っても感電することは無い。
さらに、搬送体からの信号が出されていて、各受電モジュールがそれを検知してスイッチをONにする。このため、搬送体直下の送電電極がON(アクティブ)になるだけであり、人が触ろうとしてもアクティブな送電電極には触れないようになっている。
万が一、ONになっている外部電極に人が触ったとしても、外部電極表面および搬送ラインボディには絶縁層がコーティングされているため、絶縁層を介して人体に電圧が加わる。しかし、人体には共振回路が付いていないため、電力が人体に流入することは無い。このような二重安全系が施されている。
搬送体が移動するたびに、アクティブな送電電極も移動し、連続的に送電可能になる
図10には、スイッチングモジュールが連続して配置されているが、搬送体の動作モード、必要電力量等に応じて、スイッチングモジュールの数を減らし、コスト低減が可能になる。例えば、半製品を搭載した搬送体が、加工ロボットの前で停止し、加工が終了するのを待つ間に受電し、バッテリーに充電するような動作モードがこれに相当する。
スイッチ付き同軸線路方式は、完全密閉、完全非接触であるため、粉塵がある環境でも利用可能である。さらには、防水性、耐雷性を得て屋外で活用することが可能である。
さらには、磁界式にすることも可能であり、水中での活用も可能となる。
(6)線路からの放射電磁界
平行二線式線路と準密閉式線路からの放射電磁界の比較を行う。
図11は、スリット付き同軸線路と平行線式線路の電界(実線)と磁界分布(破線)を示したものである。
表1に開放式と書いてあるように、平行二線式線路の場合には、線路の外部に電界と��磁界が形成される。(①参照)
これに対し、スリット付き同軸線路は、完全密閉の同軸線路の外部導体の一部にスリットを連続的に開けた物であるため放射しにくいし、伝送損失は見られなかった。同軸線路の場合には、外部導体の内法および内部導体表面に電流が流れており、電界(変位電流)と連続して電流ループを作っていて、半波長毎に電流の方向が反転する。外部導体、内部導体共に、円周方向の電流成分は存在しない。このため、スリットを連続的に開けているため、電流の流れが阻害されず、電磁波放射が起きない。(②参照)

図12には、線路長15mの平行二線式線路とスリット付き同軸線路に6.78MHz, 1kWを送電したときの線路中央部から10m地点までの放射磁界強度を表している。
平行線式線路の場合には、差動モード(各線に流れる電流の方向が逆)での放射磁界である。一番上に有る青線が平行二線からの放射磁界であるが、近傍では人体防護指針であるICNIRP(公衆の暴露に関する参考レベル)および電波防護指針(条件G)を超えている。10m地点では、CISPR ClassA Group2のレベルより2桁大きく超え、高周波利用設備の最大許容値(30m地点)も優に超えている。
これに対し、オレンジ色の線はスリット付き同軸線路からの放射磁界であるが、近傍では人体防護指針を超えていない。10m地点では、CISPR ClassA Group2および高周波利用設備の最大許容値を超えているが、スリッ��トに工夫を加えた派生品では、放射磁界強度を大きく下げることが可能である。
このため、スリット付き同軸線路の場合には、10kW以上の電力送電にも使用できる可能性がある。

①平行二線を金属パイプで囲むシミュレーションも実施したが、金属表面に渦電流が流れるためか、長距離伝送は出来なかった。さらに、不要伝送モードが立って伝送線路としては使用できなかった。
②世の中には、漏洩同軸線路というものが有り、一種のアンテナとして使用されている。これは、電磁波放射をさせる目的で、同軸線路の外部導体に開口を開けている。スリット付き同軸線路との違いは、電流ループを切るように開口が開けられている。金属の表面電流が切られると、電流の連続性を維持すべく変位電流が流れ、電磁波放射に寄与している。外部導体上の開口としては、円形の穴、円周方向またはそれを斜めにしたにスリットが線路長方向に一定間隔で開けられている。
この様に、外部導体に開ける穴の形状と方向によって、非放射または放射が選択できる。
スリット付き同軸線路は、放射しない連続性があるスリットを用いている。
5.受電電極構造
受電電極についての説明は省くが、3種類の電極について検討している。
これら電極からの放射電磁波も、線路同様に低い値を示した。
6.同軸線路型搬送系のエンジニアリング面からの検討
在来の搬送線路というのは、平行二線方式である。平行二線で数百W 以上の電力を流すと、安全性の問題、電磁波放射の問題、金属体周辺に置けないという設置上の問題等があるため、人の身近で利用可能な搬送線路が構築できない。
これに対し、スリット付き同軸線路は、身近で利用可能な唯一の搬送線路と言える。
さらに、スイッチ付き同軸線路は、電界結合又は磁界結合でも利用でき、埃や雨天でも利用可能である。さらに、耐雷性を付与することもできる。
これらは、基本的にはアルミ押出材で製作されるため、アルマイトによる耐候性を有している。さらに、押出材として大量生産することも可能である。
この様な搬送線路は、一種のロボットとしての機能も有する。
本稿では述べなかったが、通信機能も持たせているため、IoT性を有している。
以上から、本搬送線路の登場により、今まで社会に欠落していた簡易搬送・通信系が実現できる。
さらに、本技術の存在により、ロボット技術、AI技術、ビッグデータ処理技術、ブロックチェーン技術の発展を促すことが可能になる。
7.同軸型搬送系の社会的需要からの検討
本搬送線路ができた時には、いろいろな場面で活用できると予想される。
その一例を下記に示す。
(1) 準密閉式線路(スリット付き同軸線路)
任意の位置で連続的に電力が取り出せる機能を用いて、
将来エレベータへの適用(エレベータの籠への給電、リニアエレベータ用給電ライン)
工場生産設備(マスカスタマイゼーション、自律分散制御)
ストックヤード、半導体製造工場への適用
屋内での搬送体によるバナー広告、特殊音響効果、移動カメラによる防犯、
ビル内物流システム(宅急便の室内運搬と自動検査)
植栽への自動給水、施肥、殺虫剤散布
介護システム(天吊り型老人歩行アシスト、遠隔介護)
室内ドローン連携システム
室内ロボット吊り型アシストシステム
その他
(2) スイッチ付き同軸線路
スマートアグリ
インフラセンシング・リペア(ドローンとの連携)
街頭植栽管理
屋外警備監視システム(鉄道沿線、高速道路沿線、工場、自衛隊基地、アミューズメント施設)
鉄道沿線、高速道路の緑管理システム
スマート酪農
スマート養殖いけす
海底設置給電ステーション
プール自動清掃システム
ビル外壁清掃システム
緑化壁管理システム
屋外警備・監視システム
その他
8.まとめ
以上、電界結合技術を用いた搬送システムについて述べてきた。
重要なことは、安全に利用でき、コスト的にも安く、IoT性を備えた搬送系が存在していないにも関わらず、ヒアリング結果からは需要はかなりあると予想される。
今後は、老齢化の進展とともに、涙するようなペインが社会の各場面で見られると予想される。少子高齢化時代を乗り切るために、本搬送システムを発展させ、厳しい時代を乗り越えられるソリューションにしてゆきたい。
まずは、日本での少子高齢化に対して実績を作り、海外にも広く展開してゆくつもりである。